
Fuel Handling Systems
.jpg)
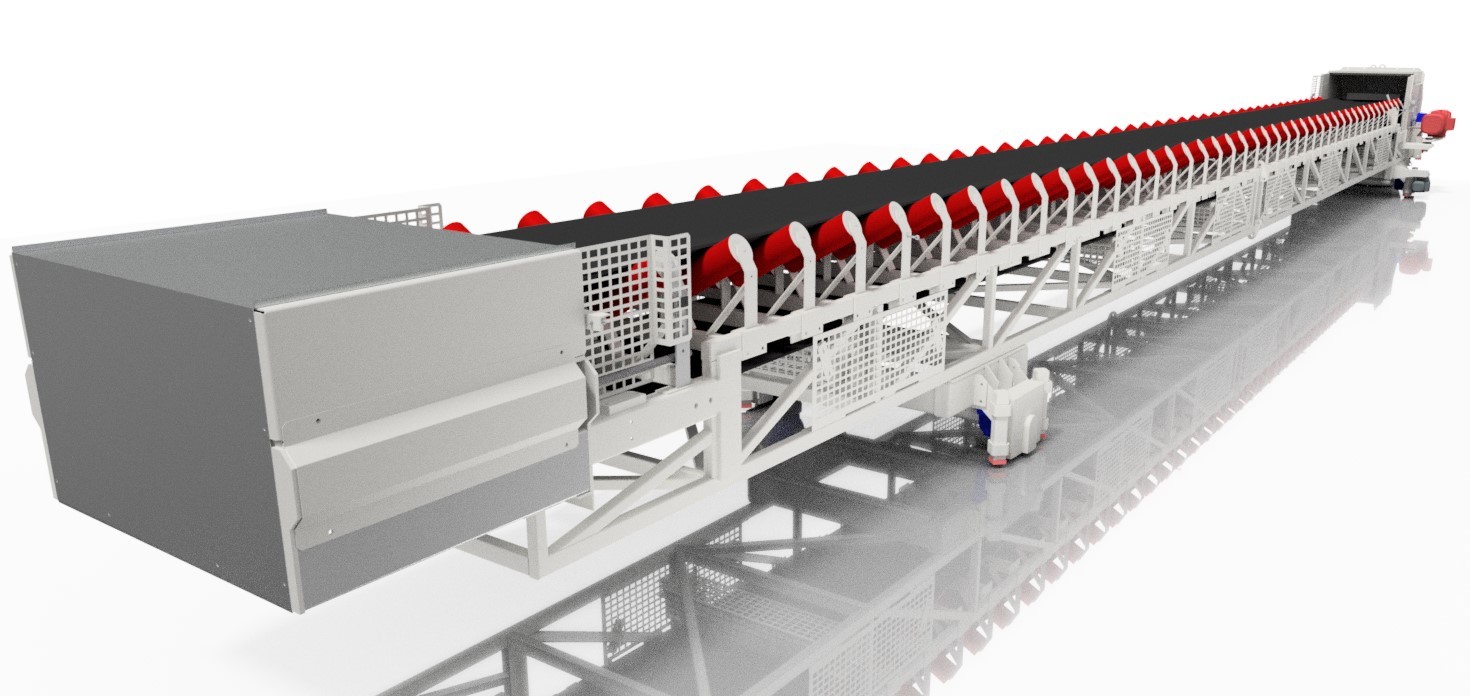
Belt Conveyors
Industry Applications:
Belt conveyors are the most widely used and versatile mode of mechanical conveying systems employed to transport materials horizontally or on an inclined either up or down.
Product Details:
Belt Conveyor systems are the most versatile and simplest material handling systems. They work with two or more pulleys driving an endless loop belt.
Features:
- Low power consumption
- Easy usage
- Smooth functioning
A belt conveyor system consists of two or more pulleys (sometimes referred to as drums), with a closed loop of carrying medium—the conveyor belt—that rotates about them. One or both of the pulleys are powered, moving the belt and the material on the belt forward.
.jpg)
Bucket Elevators
Industry Applications:
A bucket elevator, also called a grain leg, is a mechanism for hauling flowable bulk materials vertically.
Product Details:
We provide a wide assortment of material handling Bucket Elevator that is widely used in several industries and sectors. These Material Handling Elevators are heavy duty and are capable of bearing heavy loads.
Features:
- Optimum performance.
- High strength.
- Low power consumption.
Moreover, these are quality tested on well defined parameters before being delivered to our clients.
.jpg)
Screw Conveyors
Industry Applications:
Screw conveyors (S) have the advantage of transporting the seed in a closed system if the screw runs in a pipe.
Product Details:
We fabricate Screw Conveyor that are efficient in the movement of a wide variety of materials in both horizontal and inclined applications.
Features:
- High efficiency
- Smooth functioning
- Easy to handle
We offer a broad array of sizes to select from that fit almost all types of applications. Our Inclined Screw Conveyor are manufactured in superior grades of Steel.

Return Baggasse Carriers
Industry Applications:
Our organization is involved in manufacture; export and supply of premium quality Industrial Return Bagasse Carrier.
Product Details:
These are constructed with the assistance of the latest technology, which has led to an increased demand of our products amongst our clients.
Features:
- Sturdy design
- Available in standard size of 2 Ton/hour to 200 Ton/hour
- High mechanical strength
These carriers perform various actions in sugar industries like carrying and feeding baggage.
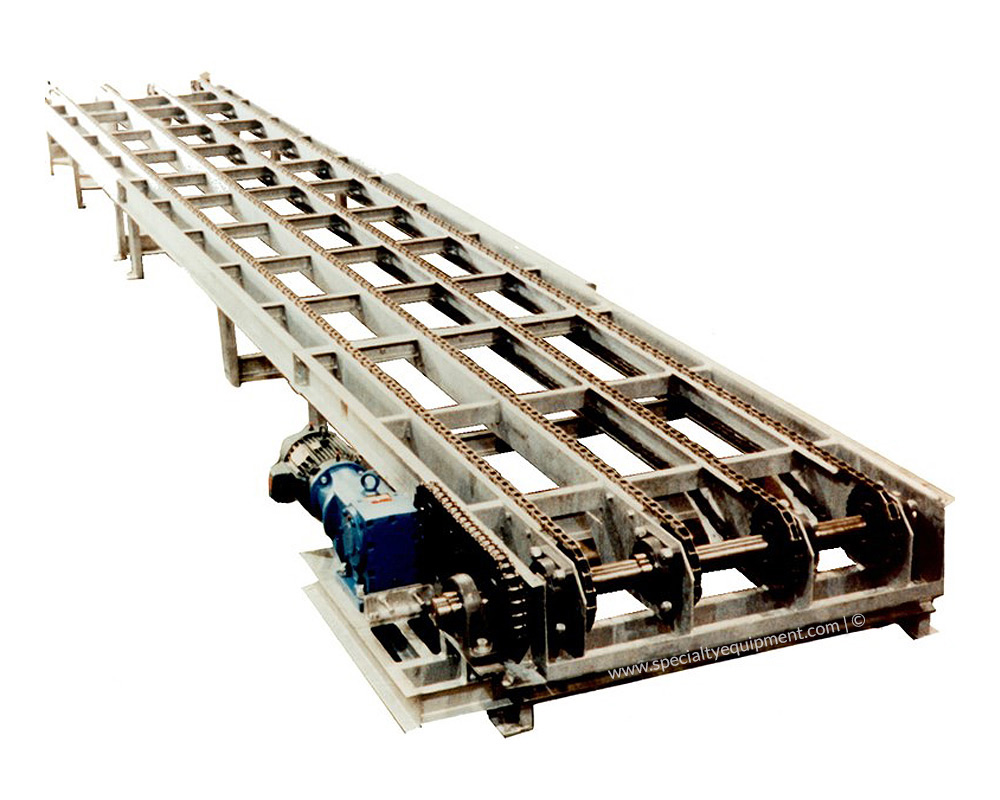
Chain Conveyors
Industry Applications:
we have designed, manufactured and supplied naturally-robust chain conveyors for clients from a host of industries.
Product Details:
Being one of the recognized manufacturers, suppliers and exporters in industry, we are engaged in offering a wide range of quality approved Chain Conveyor.
Features:
- Easier maintenance
- Longer serving life
- Robust structure
A chain conveyor is a conveyor system designed to move loads of a specific nature through a production line.

Reversible Conveyors
Industry Applications:
Reversible Conveyors are helpful in controlling the moving goods from one progression to another, which gradually saves the labor cost.
Product Details:
These are made in different models as per the client requirement at competitive market price.
Features:
- Reversible
- Strong in construction
- Less power consumed
These are also used for safely loading materials in to trucks, which saves time and money. We offer a wide range of reversible conveyors by using quality grade material that procures from our well known vendors.
Shuttle Conveyors
Industry Applications:
Heavy and Light-duty belt conveyors for horisontal transport.
Product Details:
The conveyor can move along the rails in either direction and the belt can be switched for either direction, making this style conveyor great for evenly filling multiple hoppers or storage bins.
Features:
- Welded structural steel frame.
- High quality motors and gear reducers.
- Industrial trough idlers.
- Adopt high grade steel pulleys shafts for the pulley.
Reversible Belt Direction: There is no restriction to which end of the conveyor, the material can discharge from. Can discharge continuously over a long distance.

Crushers
Industry Applications:
Industrial crushers reduce large rocks, ore, or waste materials to smaller sizes.
Product Details:
Crushing devices hold feed material between two solid surfaces and apply sufficient force to fracture or deform that material.
Features:
Important specifications and features when selecting industrial crushers include:
- Feed size, material, and hardness must be considered.
- Output size ranges.
- Crushers accept dry or wet input, or both.
- Crushers are feed in batches or continuously.
- Some units are mobile.

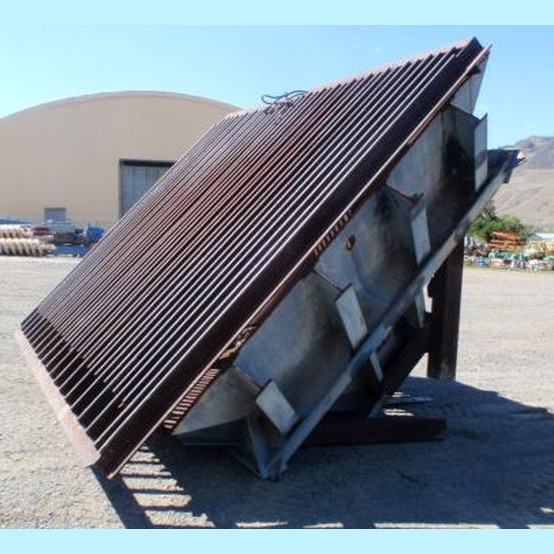
Screens
Industry Applications:
Manufacturer for Trommel Screens for application in following sectors
Product Details:
With many mobile screeners available it is hard to select the best type for your business. This guide helps to select the best type for your materials so that you can maximize utilization and profitis.
Features:
- Waste Management
- Construction
- Cement Industries
- Chemical Industries
- Response Rate.
- Agriculture
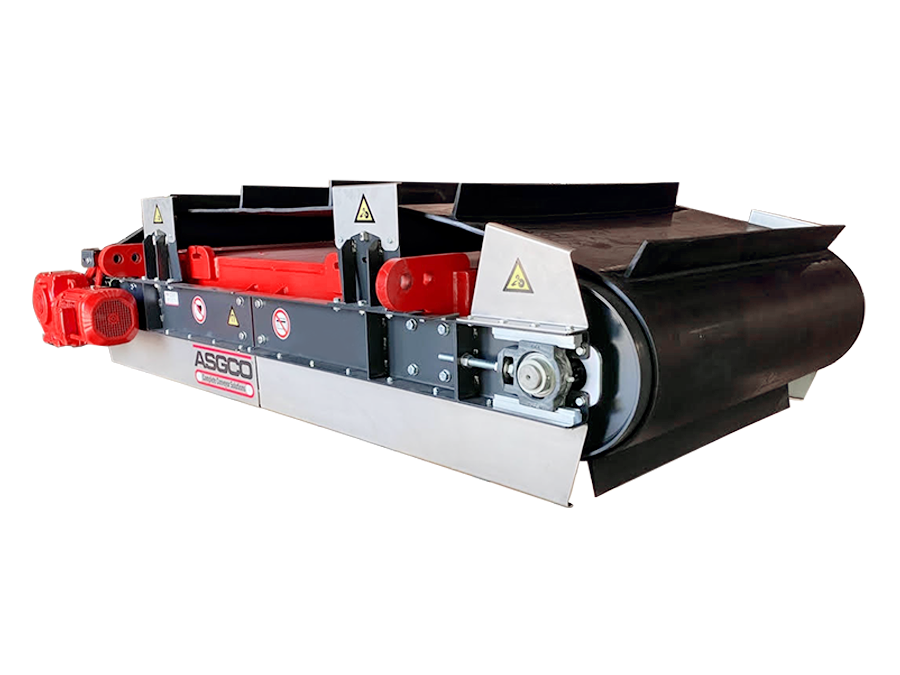
Magnetic seperators
Industry Applications:
Materials Recovery Facilities (MRF), Scrap Recycling, Electronics Recycling (e-waste), Construction & Demolition, Wood Recycling, Tire Recycling, Incineration Ash & Plastics Recycling
Product Details:
ASGCO®’s permanent overhead self-cleaning magnet separator is suspended over a conveyor or head pulley to remove ferrous metals..
Features:
- Continuous Cleaning
- Cleated Belt
- Integral conveyor and feeder
- Safety of operators while handling big bags
- Dust free operation
- Ergonomic design for easy unloading

Feeders
Industry Applications:
Feeders are designed in a variety of styles to accommodate a wide range of materials in many industries.
Product Details:
Many different types of Feeders are available for metering the flow of material in a process system. Below are some common types of Feeders and the types of applications in which they are used.
Features:
The six commonly used types of feeder systems are
- Step feeder: used to feed small cylindrical or spherical parts.
- Elevator feeder: able to feed simple parts at varying rates.
- Flex feeder: uses vison-guided robots for part selection.
- Linear feeder: the system uses vibrations to move parts.

Bunkers
Industry Applications:
We are offering Industrial bunker to our clients.
Product Details:
We always have a special focus on the client's detail. In addition to this, the offered array of erection services is rendered using the latest technology within a limited period of time.
Product Features:
- Typical industrial bunkers include mining sites, food storage areas, dumps for materials, data storage, and sometimes living quarters.
- When a house is purpose-built with a bunker, the normal location is a reinforced below-ground bathroom with fiber-reinforced plastic shells
Grizzly Hoppers
Industry Applications:
Grizzly hopper manufactured by us is a mechanical unit which is used for feeding special components.
Product Details:
Single reduction unit drives the main rotating plate, picks up the components while moving upwards. Due to the loading of gravity components, the slot of the rotating plate.
Features:
- Used for feeding special components.
- Corrosion resistant in nature.
- Precision engineered.
Grizzly hopper manufactured by us is a mechanical unit which is used for feeding special components. Single reduction unit drives the main rotating plate.

Metal Detectors
Industry Applications:
Stealth metal detectors are custom manufactured to suit any application.
Product Details:
The Stealth uses digital signal processing technology and has high sensitivity levels to ensure the detection of the smallest ferrous, non-ferrous and stainless steel contaminants
ADVANTAGE:
- Simple Operation
- Custom built detectors or stock sizes
- “Never Obsolete” Commitment: detectors are always upgradable
- Modular design; have fewer components
- Outstanding Reliability

Bag Filters
Industry Applications:
Industrial bag filters are one of the most popular types of air filters used in commercial and industrial settings.
Product Details:
Bag filters work by trapping particles in a bag made of a porous material. The bags are usually made of polyester, fibreglass, or other synthetic materials.
Advantages :
- They are extremely efficient at capturing particles, even very small ones.
- They can be used for both gaseous and particulate contaminants.
- They are easy to maintain and clean.
- They have a relatively low-pressure drop, meaning they consume less energy to operate